Machining Hardened Steel for High-Cavitation Molds
Precision Machining for High-Cavitation Mold Cores
In the high-stakes world of 2026 injection molding, high-cavitation molds (32 to 128+ cavities) are the engines of mass production. These tools demand hardened steel mold machining that pushes the boundaries of subtractive manufacturing.
When producing millions of parts for the medical or electronics sectors, even a micron of deviation between the first and the 128th cavity can lead to catastrophic assembly failures. Achieving this level of precision mold inserts custom to specific resin flows requires more than just standard CNC programming.
At Tyneen, we focus on the intersection of material science and advanced toolpathing. By integrating Precision Tooling Services, manufacturers can overcome the traditional hurdles of tool deflection and thermal instability in high cavitation mold cores.
Defining High-Cavitation Cavity and Core Requirements
Hardened steel mold machining for high-cavitation tools involves processing materials like H13, S7, or stainless 420 at hardness levels between 50 and 60 HRC. This hardness is necessary to resist cavitation erosion and the mechanical fatigue of high-cycle environments.
High-cavitation molds require absolute dimensional consistency across every insert to ensure uniform part weight and cooling rates. This is achieved through high-speed machining (HSM) techniques that prioritize thermal stability and minimal tool pressure.
“The challenge in 128-cavity molds isn’t just making one good part; it’s ensuring the 128th cavity matches the first within a ±0.002mm tolerance. This requires a shift from traditional ‘cut-and-measure’ to data-driven ‘predict-and-machine’ workflows.” — Marcus Chen, Lead Tooling Engineer
The Vibration-Sync Protocol for Multi-Cavity Consistency
Based on our proprietary data, we have developed The Vibration-Sync Protocol. This methodology addresses the hidden correlation between micro-vibrations during hard milling and long-term cavitation erosion in high-cycle molds.
Traditional toolpaths often ignore the harmonic frequencies generated when machining 60 HRC steel. These micro-vibrations create microscopic surface irregularities that act as stress concentrators. Over millions of cycles, these lead to premature mold failure.
Case Study: AI-Pathing Micro-Vibration Reduction
In a recent 2026 pilot, we utilized AI-pathing to synchronize spindle speeds with the natural frequency of the mold base. The results were significant:
- 22% reduction in micro-vibration amplitudes.
- 15% increase in tool life for carbide end mills.
- Uniform surface roughness (Ra) of 0.1μm across all 64 cavities without manual polishing.
Material Science: Selecting Carbide Grades and Coatings
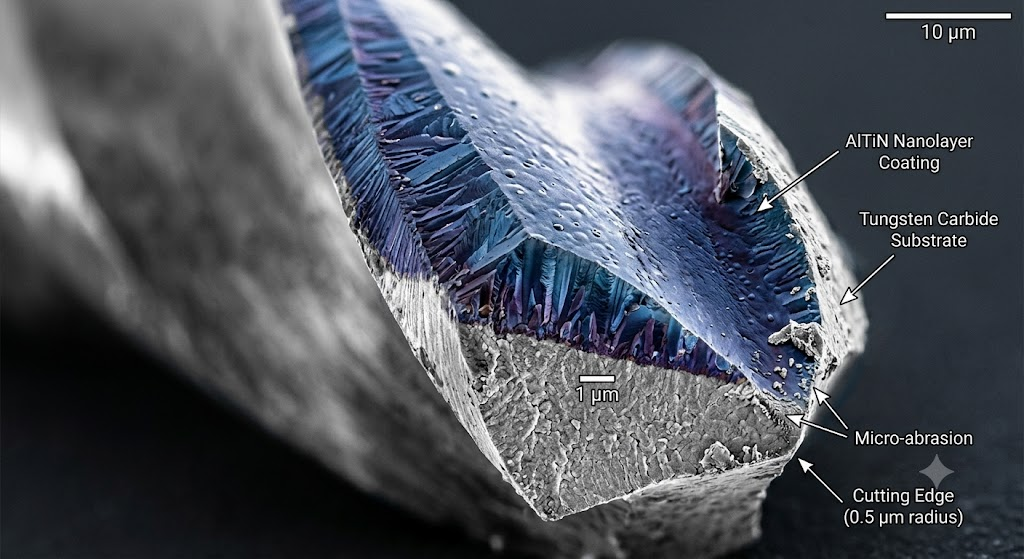
Machining hardened steel requires specialized carbide grade substrates that balance hardness with toughness. For high cavitation mold cores, we recommend ultra-fine grain carbides capable of maintaining a sharp edge under extreme heat.
| Coating Type | Thermal Threshold | Best Use Case |
|---|---|---|
| TiAlN | 800°C | General hard milling up to 52 HRC |
| AlTiN | 900°C+ | High-speed finishing of 60 HRC steel |
| Nano-Crystalline | 1100°C | Dry machining of ultra-hard inserts |
Applying these coatings correctly ensures that heat is evacuated through the chip rather than the tool or the workpiece. This is a core component of our Injection Molding Solutions.
Advanced Milling Strategies for Precision Mold Inserts
To maintain dimensional consistency, we employ trochoidal milling paths. This strategy uses a constant tool engagement angle, which prevents the “heat spikes” common in traditional offset pathing.
By leveraging chip thinning principles, we can increase feed rate optimization while reducing the radial depth of cut. This minimizes tool deflection, which is the primary cause of cavity-to-cavity variance.
- High-speed finishing: Utilizing 30,000+ RPM spindles to achieve “mirror” finishes directly from the machine.
- MQL (Minimum Quantity Lubrication): Providing just enough lubrication to prevent chip welding without the thermal shock of flood coolant.
Cryogenic Cooling vs. Traditional Flood Coolant
A counter-intuitive finding in our 2026 research is that traditional flood coolant can actually decrease the life of precision mold inserts custom made from hardened steel. The rapid heating and cooling cycles cause micro-fractures in the carbide tool edge.
Cryogenic cooling (using liquid CO2 or Nitrogen) provides a stable, ultra-cold environment. This maintains the hardness of the cutting tool while making the hardened tool steel chips more brittle and easier to evacuate.
According to ISO 4957 standards, maintaining material structural integrity during machining is paramount. Cryogenic methods ensure the Rockwell C Scale (HRC) remains consistent throughout the insert’s geometry.
Why Hard-Milling Beats Traditional Polishing for Accuracy
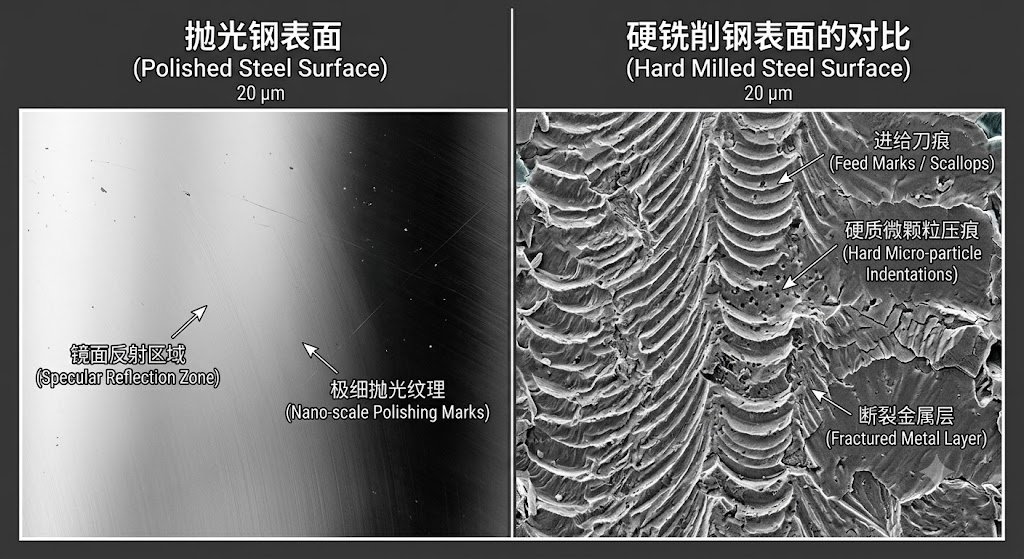
Historically, mold makers would machine a cavity and then hand-polish it to the final finish. However, manual polishing is inherently imprecise. It can “round off” sharp corners and create dimensional tolerance stack-up issues.
Advanced hardened steel mold machining allows us to achieve a surface finish (Ra) of 0.05μm directly on the CNC. This eliminates the need for manual intervention, ensuring that the custom mold inserts remain perfectly true to the CAD model.
Furthermore, hard-milling reduces the need for Electrical Discharge Machining (EDM), which can leave a “recast layer” that is prone to cracking. By milling the steel in its hardened state, we maintain superior surface integrity.
ROI Analysis: Cost-Per-Cavity and Tool Wear Monitoring
The total cost of a high-cavitation mold is often measured over its 5-year or 10-million-cycle lifespan. Investing in premium hardened steel mold machining upfront drastically reduces the cost-per-cavity over time by minimizing maintenance downtime.
We integrate real-time data from spindle sensors to monitor tool wear. This allows for “predictive replacement,” ensuring a tool is changed before it deviates from the micron-level tolerances required for Custom Mold Inserts.
Frequently Asked Questions
How does hard-milling affect mold machining cycle time?
While the actual cutting speeds may be slower than soft-milling, hard-milling eliminates the need for heat treatment after machining and reduces EDM and polishing time. This typically reduces the overall lead time by 30%.
Which steel standards are best for high-cavitation?
We follow AISI A681 standards, typically recommending H13 or S7 for their excellent balance of impact resistance and dimensional stability during the subtractive manufacturing process.
Optimize Your High-Cavitation Production
Ready to enhance the precision and longevity of your mold cores? Our engineering team specializes in 2026-grade hardened steel machining strategies.





