High-Speed Aluminum CNC Milling for EV Battery Enclosures
High-Speed Aluminum CNC Milling for EV Battery Enclosures
As the automotive industry pivots toward 2026 performance benchmarks, the demand for lightweight, high-integrity battery housings has never been higher. High-speed aluminum CNC milling is the critical technology enabling this shift, offering a 40% weight reduction compared to traditional cast steel while maintaining superior thermal management.
What is Near-Net-Shape Milling for EV Components?
Near-net-shape milling focuses on producing components that are as close to their final geometry as possible during the initial machining stages. This approach is essential for large-format Automotive Engineering Solutions where material waste must be minimized.
By optimizing the raw aluminum extrusion or plate, we reduce the volume of material removed, which significantly slashes cycle times. For EV battery trays, this means faster throughput and lower costs per unit without sacrificing structural integrity.
Near-net-shape milling is a manufacturing process that produces a part very close to its final dimensions, reducing the need for extensive finishing and minimizing material scrap in large-scale aluminum production.

The HEM Strategy: High-Efficiency Milling for Rapid Chip Evacuation
High-Efficiency Milling (HEM) utilizes a lower radial depth of cut (RDOC) and a higher axial depth of cut (ADOC) to distribute wear evenly across the tool. This strategy is particularly effective for aluminum alloys, where heat buildup can lead to material adhesion on the cutting edge.
Our toolpath optimization focuses on maintaining a constant tool engagement angle. This prevents “clogging” in deep cavities, which is a common failure point when machining complex battery pack assemblies. Rapid chip evacuation is achieved through high-pressure through-spindle coolant and optimized flute geometry.
Effective HEM requires high spindle speeds and precise feed rates. According to research from the Aluminum Association, optimized thermal dissipation during milling can increase tool life by up to 30% in high-volume automotive runs.
Precision Engineering: Managing Deformation in Thin-Walled Enclosures
Machining large-format, thin-walled parts presents a unique challenge: internal stress release. As material is removed, the remaining aluminum often warps or “springs,” compromising the dimensional stability of the enclosure.
We employ advanced fixture optimization, including vacuum chucking and vibration-damping clamps. These tools distribute holding force evenly, preventing the localized stress that leads to deformation in walls as thin as 2.5mm.
Internal Stress Relief Techniques
- Cryogenic Treatment: Stabilizing the aluminum microstructure before final passes.
- Symmetric Machining: Removing material from both sides of the plate to balance internal forces.
- Adaptive Toolpaths: Real-time adjustments based on sensor feedback to compensate for material shift.

The “V-Sync 5” Protocol: Our Proprietary Anti-Deformation Framework
Based on our extensive data in Precision CNC Machining Services, we developed the V-Sync 5 Protocol. This framework ensures that every battery enclosure meets strict tolerances despite the inherent volatility of large aluminum workpieces.
- Harmonic Resonance Analysis: Identifying the natural frequency of the part to avoid chatter during high-speed passes.
- Thermal Gradient Mapping: Monitoring temperature across the workpiece to prevent uneven expansion.
- Multi-Stage Stress Relief: Integrating rest periods and vibration-aging between roughing and finishing.
- Adaptive Toolpath Correction: Using on-machine probing to recalibrate toolpaths mid-process.
- Final Geometric Validation: 100% CMM inspection against the digital twin to ensure IP67 sealing compatibility.
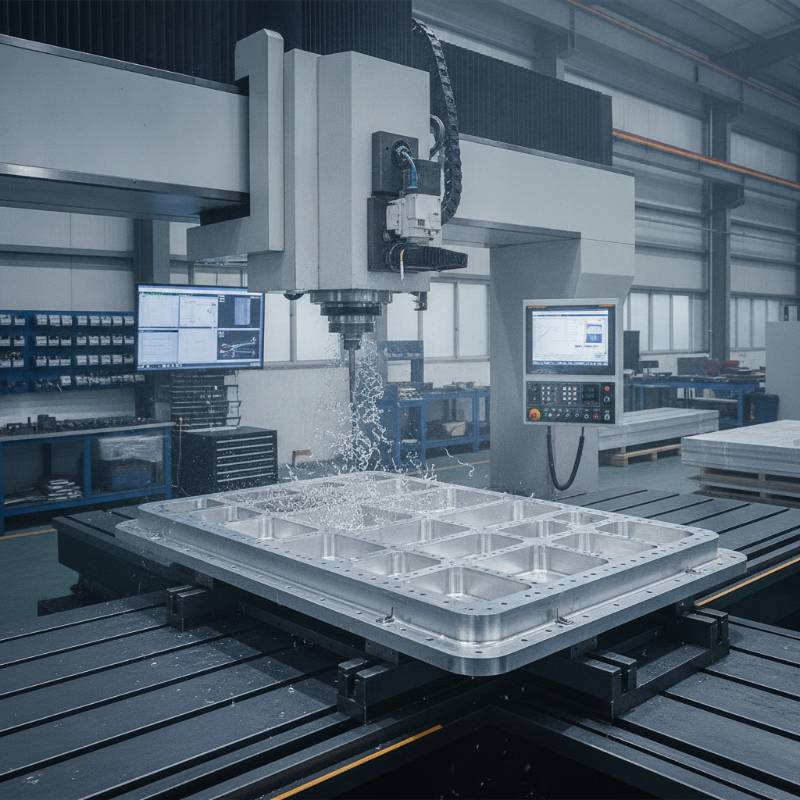
Technical Capabilities: Deep Cavity and Large-Format Gantry Machining
Modern EV battery trays are often monoblock designs, requiring massive machining envelopes. Our facility utilizes large-format gantry machines with travel exceeding 2000mm, allowing for the machining of entire battery frames in a single setup.
| Parameter | Capability |
|---|---|
| Max Gantry Travel | 2500mm x 1500mm |
| Deep Cavity Milling | Up to 150mm depth |
| Minimum Wall Thickness | 2.5mm (Tolerance ±0.05mm) |
| Spindle Speed | Up to 24,000 RPM |
IATF 16949 Certified Quality and PPAP Documentation
In the automotive sector, quality isn’t just about the final part; it’s about the process. We maintain strict IATF 16949 certification, ensuring our quality management system meets the rigorous demands of global OEMs. This includes comprehensive PPAP (Production Part Approval Process) multi-level submissions to guarantee long-term production stability.
Our commitment to Industry 4.0 means every part has a digital birth certificate. We track spindle load, tool wear, and ambient temperature for every enclosure, providing full traceability for Tier-1 suppliers.
Case Study: Achieving 40% Weight Reduction for a Global EV Manufacturer
A leading Tier-1 supplier approached us to redesign a battery housing originally made of cast steel. The goal was to improve vehicle range through lightweighting while maintaining strict crashworthiness standards.
By utilizing our Aluminum Material Selection Guide, we transitioned the design to a high-strength 6061-T6 aluminum alloy. Using our V-Sync 5 protocol, we machined a monoblock tray that reduced overall weight by 42%. Testing confirmed that the CNC-milled enclosure provided superior thermal conductivity and met all EMI shielding requirements for the Battery Management System (BMS).
Frequently Asked Questions about EV Battery Machining
Which aluminum grade is best: 6061 or 7075?
6061 is typically preferred for battery enclosures due to its excellent weldability and corrosion resistance. 7075 offers higher strength but is more prone to stress corrosion cracking and is more difficult to weld, making it better suited for internal structural brackets rather than the main housing.
How do you ensure IP67 sealing?
We achieve IP67 sealing through high-precision milling of the gasket mating surfaces. By maintaining a surface roughness of Ra 0.8 or better and strict flatness tolerances, we ensure a perfect seal when the battery cover is bolted to the tray.
For further technical insights, refer to the SAE International standards for EV battery safety and structural requirements.
Request Your Free DFM Anti-Deformation Assessment
Submit your CAD designs today for a comprehensive manufacturing review. Our engineers will identify potential deformation risks and suggest optimizations for weight reduction and cycle time efficiency.



