Wire EDM vs. CNC Milling: Achieving Sharp Corners
Defining the Challenge: Internal Corner Geometry in Machining
Wire EDM is the superior choice for internal corners when the required radius is less than 0.005 inches or when working with hardened tool steels. CNC milling is limited by the physical diameter of the rotating cutter, whereas Wire EDM uses a fine brass wire to slice through material regardless of its hardness.
In precision manufacturing, “sharp” is a relative term. For a CNC mill, a sharp corner is limited by the tool radius of the smallest available end mill.
As we navigate the production demands of 2026, the push for tighter tolerances in Internal Radii has made the choice between Precision Machining Services more critical than ever.
When an engineer specifies a zero-radius corner, a mill physically cannot produce it. The circular path of the tool always leaves a radius equal to half the tool’s diameter.
“We define ‘Sharp Internal Corners’ as any geometry requiring a radius smaller than 0.010 inches. At this scale, tool deflection in milling becomes a primary failure mode.” — Senior Manufacturing Engineer, Tyneen
Technical Comparison: Minimum Corner Radius and Material Hardness
The primary differentiator between these two technologies is how they interact with Material Hardness and Surface Integrity.
Wire Electrical Discharge Machining (WEDM) uses a continuous wire diameter (typically 0.004″ to 0.012″) to erode material. This allows for corners that are nearly perfectly square.
| Feature | CNC Milling | Wire EDM |
|---|---|---|
| Min. Internal Radius | 0.015″ (Standard) | 0.002″ – 0.005″ |
| Hardness Limit | Efficiency drops >40 HRC | Effective up to 70+ HRC |
| Surface Finish (Ra) | 32 – 125 μin | 8 – 32 μin |
| Cutting Method | Mechanical Shear | Thermal Erosion |
For hardened steel machining, CNC milling requires specialized carbide tools and significantly reduced speeds. Conversely, EDM thrives on conductive, hard materials, making it the standard for 60 HRC steel applications.
The Precision Corner Protocol: Our Proprietary DFM Framework
At Tyneen, we utilize the Precision Corner Protocol to validate every design for manufacturability (DFM). This three-step framework ensures the most cost-effective process is selected.
1. Geometry Assessment
Is the corner radius smaller than the radius of a standard 1/32″ end mill? If yes, Wire EDM is immediately prioritized to avoid tool path optimization bottlenecks.
2. Hardness Verification
Does the material exceed 45 HRC? Milling hardened materials often leads to electrode wear (or tool wear) and inconsistent tolerance holding.
3. Volume & Throughput
For high-volume production of simple shapes, milling is faster. However, if the part requires submerged cutting for accuracy, EDM is the winner despite a lower Material Removal Rate (MRR).
The Failure Gallery: Common Machining Errors in Sharp Corners
Choosing the wrong process often leads to visible defects. In CNC milling, tool deflection is the most common culprit. As the tool enters a tight corner, the increased engagement causes the tool to “push” away from the part.
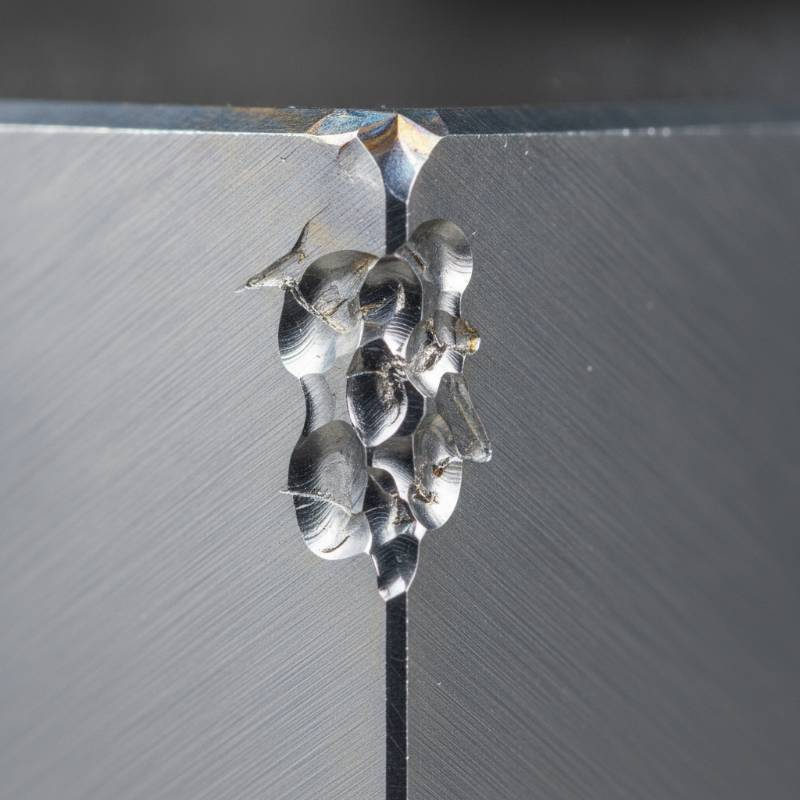
This results in chatter marks and poor surface finish quality. In Wire EDM, improper settings can lead to wire breakage or “barrel” effects, where the center of the cut is wider than the top and bottom.
Referencing ISO 2768 standards for general tolerances is helpful, but tight internal corners often require the specific precision outlined in our Wire EDM Technical Specifications.
Cost and Efficiency: Production Volume vs. Tooling Expenses
Economics drive manufacturing decisions. CNC milling typically has a higher setup time but faster cycle times for bulk removal. However, the consumable costs of small-diameter end mills can be astronomical.
Wire EDM uses relatively inexpensive brass or coated wire. While the process is slower, it can run unattended for hours, reducing labor costs. For complex geometries, EDM often proves more affordable when tooling costs for specialized mills are factored in.
Sustainability and Energy: Environmental Impact of EDM vs. Milling
In 2026, sustainable manufacturing is no longer optional. CNC milling produces significant coolant waste and metal chips that require recycling.
Wire EDM relies on a dielectric fluid (usually deionized water) system. While EDM is more energy consumption intensive due to the electrical discharge, the water filtration systems in modern machines are highly efficient at capturing particulates for responsible disposal.
Industry Applications: Aerospace, Medical, and Tooling
The choice between processes is often dictated by regulatory compliance. In aerospace components, where stress fractures are a concern, the non-contact nature of Wire EDM preserves surface integrity.
For medical device prototyping, such as surgical instruments with tiny slots, Wire EDM is the only viable method. Similarly, injection mold tooling depends on EDM for the “sharp” shut-off surfaces required to prevent plastic flash.

Explore more about these capabilities in our Advanced CNC Milling Guide.
Decision Matrix: Choosing the Right Process for Your Project
Use this logic to optimize your next project:
- Use CNC Milling if: Material is soft (Aluminum/Plastic), volume is high, and corners allow for a radius > 0.015″.
- Use Wire EDM if: Material is hardened steel or exotic alloy, the part is thick (up to 12″+), or a “sharp” corner (< 0.005″) is required.
- Use Hybrid Approach if: Rough out the bulk with milling and finish the critical corners with EDM.
Frequently Asked Questions
Can Wire EDM cut non-conductive materials?
No. The process requires electrical conductivity. For ceramics or glass, CNC milling with diamond tooling or ultrasonic machining is required.
What is the typical kerf width in Wire EDM?
The kerf width is slightly larger than the wire diameter, usually ranging from 0.006″ to 0.014″. This must be accounted for in the tool path optimization.
How does EDM affect the heat-affected zone (HAZ)?
Modern “clean-cut” power generators in 2026 have virtually eliminated the HAZ, though a microscopic recast layer may still exist, which can be removed with a secondary skim pass.