CNC Grinding & Mirror Polishing: Precision Surface Guide
CNC Grinding and Mirror Polishing: The Precision Engineering Guide
Achieving a mirror finish of Ra 0.4 is no longer just an aesthetic choice; it is a functional necessity in high-performance engineering. From reducing friction in aerospace bearings to preventing bacterial adhesion on medical implants, the synergy between CNC grinding and mirror polishing defines the limits of modern manufacturing.
At Tyneen, we integrate advanced Precision Grinding Services with specialized finishing techniques to meet the most stringent global standards. This guide explores the technical bridge between abrasive machining and optical-grade surfaces.

Defining Surface Excellence: Ra vs. Rz and ISO Standards
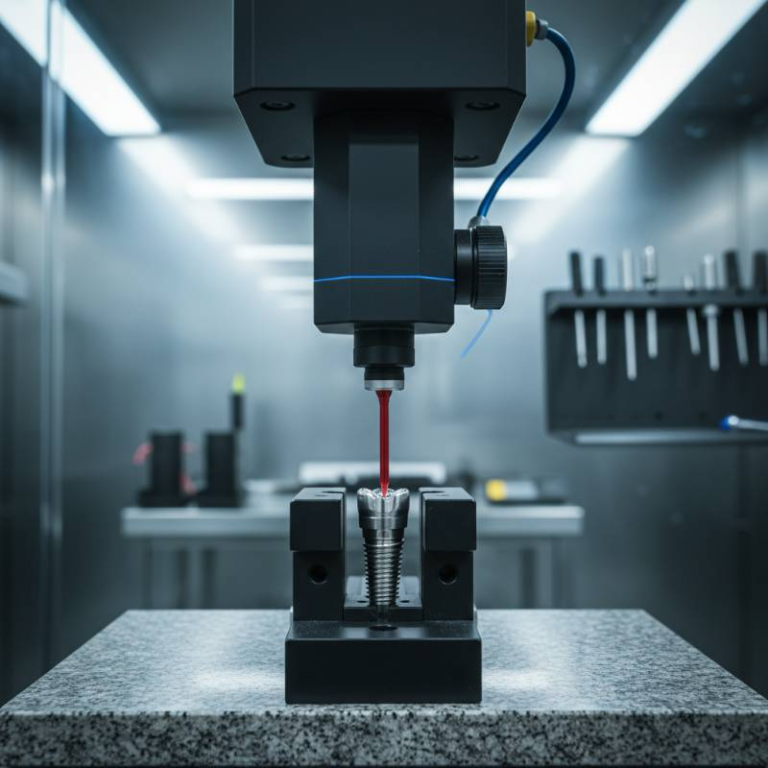
CNC grinding and mirror polishing reach a surface finish of Ra 0.4 by utilizing a sequence of increasingly fine abrasive grains to eliminate peaks and valleys on a workpiece. This process relies on high-precision metrology to verify that the average roughness (Ra) meets the sub-micron threshold required for reflective, low-friction applications.
Understanding surface metrology requires looking beyond the naked eye. While Ra (Roughness Average) provides a general profile, engineers often look to Rz (Mean Roughness Depth) to identify the highest peaks and deepest valleys that could compromise part longevity.
“According to ISO 4287, surface texture parameters must be verified using calibrated profilometers to ensure repeatability in high-precision manufacturing environments.”
In our 2026 production cycles, we utilize laser-based profilometers to map surfaces in three dimensions. This ensures that a target Ra 0.4 finish isn’t just a number on a report, but a consistent physical reality across the entire geometry of the component.
| Finish Type | Ra (µm) | Visual Appearance | Common Usage |
|---|---|---|---|
| Fine Grinding | 0.8 | Satin/Matte | Industrial shafts |
| Mirror Polish | 0.4 | Reflective | Molds & Valves |
| Superfinish | 0.1 – 0.05 | Optically Clear | Surgical tools |
The SyncroGrind™ 5-Phase Workflow: From Grinding to Mirror Finish
To eliminate the variability inherent in traditional hand-polishing, we developed the SyncroGrind™ 5-Phase Workflow. This methodology bridges the gap between heavy stock removal and delicate surface refinement.
The Sequential Path to Ra 0.4
- Phase 1: Precision CNC Grinding: Utilizing vitrified CBN wheels to establish base dimensions within ±0.002mm.
- Phase 2: Progressive Lapping: Transitioning to diamond-impregnated films to reduce Ra from 1.6 to 0.8.
- Phase 3: Automated Superfinishing: Using oscillating abrasive stones to remove the “grinding lay” pattern.
- Phase 4: Mirror Buffing: Employing specialized compounds and soft mops for the high-luster finish.
- Phase 5: Metrology Validation: Final certification using Surface Roughness Standards.
This systematic approach ensures that the structural integrity of the material is never compromised by excessive heat or uneven pressure, a common pitfall in non-CNC finishing processes.

Technical CNC Grinding: Wheel Grit and Coolant Optimization
The success of a mirror finish is determined in the grinding stage. If the initial abrasive machining leaves deep subsurface damage, no amount of polishing can recover the part’s integrity.
Cylindrical grinding and centerless grinding require specific wheel grit selections. For a transition to Ra 0.4, we typically start with a 120-grit wheel for stock removal, followed by a 400-grit resin-bond wheel for the final CNC pass.
Coolant selection is equally critical. In 2026, we utilize synthetic, high-pressure coolants that provide superior lubrication at the interface of the abrasive grains and the workpiece. This prevents “loading” of the wheel, ensuring that every rotation cuts cleanly without dragging metal particles across the surface.
Mirror Polishing Applications for High-Stakes Industries
Different materials react uniquely to abrasive machining. Stainless steel requires high-speed buffing to reach a “true mirror” finish, while titanium alloys demand slower, more controlled cycles to avoid work hardening.
Case Study: Aerospace Component Finishing
In a recent project for a Tier-1 aerospace supplier, we were tasked with finishing 300M alloy steel actuator pins. The requirement was a Ra 0.3 finish with a diameter tolerance of +0/-0.003mm.
By applying our ISO 9001:2015 certified methodology, we synchronized the CNC grinding and polishing stages to achieve a 100% pass rate. The resulting surface reduced seal wear by 40% compared to the previous manufacturing method, significantly extending the component’s service life in the field.
AI-Native Monitoring and Sustainable Finishing Practices
The manufacturing landscape in 2026 prioritizes both precision and planet. We have integrated AI-native sensors into our CNC grinding centers to monitor acoustic emissions during the cut. These sensors detect “surface finish readiness” in real-time, signaling the exact moment the machine should transition from grinding to the polishing phase.
Furthermore, our commitment to Sustainable Manufacturing has led to the implementation of a zero-discharge water recycling system. All polishing slurries are filtered and centrifuged, allowing us to reuse 98% of our process water while recovering precious metal dust for recycling.
ISO 9001:2015 Methodology: Our quality management system mandates that every mirror-polished batch undergoes a 12-point inspection, including non-destructive testing (NDT) to ensure no micro-cracking occurred during the abrasive stages.
Frequently Asked Questions
Can Ra 0.4 be achieved through CNC grinding alone?
While extremely fine-grit wheels can approach Ra 0.4, a true mirror finish usually requires a secondary polishing or superfinishing step to remove the directional “lay” of the grinding marks and provide the necessary reflectivity.
How does mirror polishing affect dimensional tolerances?
Mirror polishing typically removes 0.002mm to 0.005mm of material. At Tyneen, we account for this “finishing allowance” during the initial CNC grinding stage to ensure the final part remains perfectly within spec.
What materials are best suited for Ra 0.4 finishes?
Hardened steels, stainless steels (300 and 400 series), titanium, and certain nickel-based superalloys respond best to these processes. Softer metals like aluminum can be mirror-polished but require specialized non-ferrous abrasives to prevent galling.
Ready for Sub-Micron Precision?
Achieve the perfect balance of form and function with our elite CNC grinding and mirror polishing services.